

















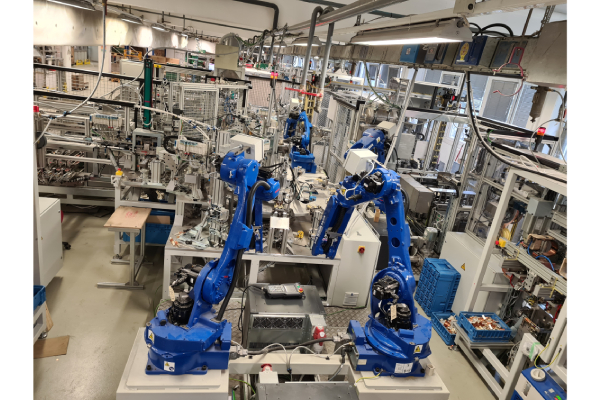
Nauja automatinė NV1 ir NV2C saugiklių jungčių gamybos linija
Naujoji NV linija gali gaminti 1 ir 2C dydžio saugiklius. Tai sumažins produkto savikainą ir padidins gamybos pajėgumus. Papildomas tikslas buvo standartizuoti ETI Polam gamybą ir pereiti prie tik KOMBI saugiklių jungčių gamybos. Visa tai leis mums toliau didinti mūsų rinkos dalį ir NV asortimento pelningumą.
| Uroš Kovač |
Naujos linijos kūrimo pradžioje taip pat nuodugniai diskutavome, ar turėtume likti prie esamos KOMBI konstrukcijos NV1 ir NV2C saugiklių jungčių, ar būtų ekonomiškiau pereiti prie (vis dar KOMBI ) dizainas pagal principą kniedyti peilį ir tvirtinimo detalę ir taip suvirinti, kaip tai daroma ETI Polam (panašią saugiklio jungties konstrukciją turime ir savo gamyboje). Išanalizavę abiejų versijų materialines išlaidas ir papildomas naujų sertifikatų gavimo išlaidas, galiausiai nusprendėme likti prie esamo KOMBI dizaino.

Tada mazgas iš kniedijimo bloko roboto pagalba įkišamas į 4 blokus, pjaustančius ir suvirinančius saugiklio elementus (2 blokas). Liniją sudaro 4 identiški blokai, kuriuose saugiklio elementai gaminami arba „pramušami“ iš iš anksto perforuotos ir lituotos juostelės pagal vardinį saugiklio jungties srautą. Tada įrenginys suvirina juos prie metalinio kontaktinio peilio ašmenų mazgo su pagrindu. Norint pasiekti pageidaujamą linijos ciklą, buvo nustatytas suvirinimo agregatų skaičius. Kiekvienas vienetas turi "receptus" visų charakteristikų vardinėms srovėms ir lydančiojo elemento įtampai. Receptai apibrėžia lydymo elementų plotį, suvirinimo padėtį kiekviename bloke ir pačius suvirinimo parametrus.

Tada iš suvirinimo įrenginio mazgas, vėlgi manipuliuojant robotu, įkišamas į saugiklio jungties pagrindą, esantį apskritoje lentelėje 1 (4 blokas). Pagrindas prie apskrito stalo 1 pridedamas per 3 bloką, kuris buvo naujai sukurtas specialiai šios linijos poreikiams. Kurdami pačią naują automatinio pagrindo nuėmimo sistemą, visų pirma turėjome omenyje, kad operacija būtų kuo paprastesnė ir ergonomiškesnė operatoriams bei optimali pačiai linijai. Metmenų transportavimo padėklai suprojektuoti taip, kad pagrindai gali būti orientuoti tik tam tikra kryptimi, kuri tada tinka automatiniam manipuliavimui linijoje. Iš šio bloko pagrindas manipuliuojant robotine ranka taip pat perkeliamas į apskrito stalo lovą, kur, kaip jau minėta, į jį įkišamas suvirintas mazgas iš suvirinimo agregatų. Suvirinto mazgo įdėjimo į pagrindą operacijai buvo skiriamas didelis dėmesys gaminant įrenginį, nes tai yra viena iš svarbiausių dalių optimaliam saugiklio jungties veikimui. Optimali padėtis net ir esant mažesnei vardinei srovei yra toliau užtikrinama surenkamomis rankenomis, atliekančiomis tolesniuose apskritos lentelės žingsniuose. Šie griebtuvai taip pat naudojami norint pasiekti optimalią įrenginio kontaktinio peilio ašmenų padėtį apskritoje lentelėje 1, ant kurios uždedamas pirmasis dangtelis. Dangteliai tiekiami į liniją per dozavimo įtaisus, kur, nepriklausomai nuo tipo, pridedamas ir įdėklas. Dangtelių tipai yra diferencijuojami pagal medžiagą (Al arba ISO) ir saugiklio jungties dydį (1 ir 2C). Kiti žiedinės lentelės 1 vienetai yra dangtelio prisukimas ir pirmasis atsparumo šalčiui matavimas, kuris gedimo atveju pašalina blogą dalį šiame etape. Sraigto buvimas ir pasiekta sraigto eiga taip pat tikrinami sukimo metu.

Tada saugiklio jungtis perkeliama iš apskrito stalo 1 į apskritą lentelę 2 (5 blokas), naudojant robotą. 2 apskritoje lentelėje 1 apskritos lentelės operacijos iš esmės kartojamos. Uždedamas ir užsukamas antras dangtelis. Iš šio įrenginio surinkta saugiklio jungtis patenka į indikatoriaus surinkimo bloką (6 blokas). Šiame įrenginyje įkišama indikatoriaus spyruoklė ir nutiestas indikatoriaus laidas. Gamybos metu yra keli tikrinimo blokai, skirti patikrinti, ar indikatorius tinkamai įdėtas. Atsilaisvinus arba trūkstant indikatoriui, pati linija išstumia kaitinimo elementą.
Tada beveik pilnai surinkta saugiklio jungtis iš indikatoriaus surinkimo bloko per konvejerio juostą perkeliama į smėliavimo įrenginį (7 blokas). Ši dalis iš esmės yra gana panaši į kitus RAPS, NV1C ir NV00C linijų sprogdinimo įrenginius. Norint pasiekti norimą linijos ciklą, buvo pridėtas dar vienas sprogdinimo taškas nei kitose linijose (6 vietoj 5). Įrenginys taip pat turi adatos įdubimo matavimą, kad būtų užtikrintas tinkamas saugiklio jungties šlifavimo lygis. Tačiau, kaip sakoma, „velnias slypi detalėse“. Kadangi tai yra NV1/2C dydis, smėliu užpildomo pagrindo tūris yra 40 % didesnis nei, tarkime, NV1C dydžio. Tačiau norint pasiekti norimą linijos ciklą, sprogdinimo laikas neturėjo pailgėti tokiu pačiu procentu, kaip ir tūris. Norint pasiekti optimalų laiką ir optimalų smėlio sutankinimą saugiklio jungtyje, reikėjo sukurti naują smėlio dozavimo būdą, kuris panaudotų visą dangtelyje esančios skylės tūrį smėlio srautui. Dėl to smėlis nutekėjo daug greičiau į patį saugiklio jungties pagrindą, o dabar galime užpildyti saugiklio jungtį pakankamu kiekiu smėlio vos per 40 sekundžių.

Tada iš sprogdinimo bloko saugiklio jungtis eina į linijos galą (8 blokas). Šiame įrenginyje saugiklio jungtis pirmiausia matuojamas galutinis atsparumas šalčiui. Atliekant šį matavimą, dar kartą patikrinama, ar vibracijos indikatorius vis dar tinkamas ant sprogdinimo trinkelės. Atspausdinamas datos kodas ir plokštelė, kurie parenkami pagal kaitinimo elemento tipą. Saugiklio jungties maršrutas per visą liniją baigiasi prie pakavimo lentelės. Projektuojant šią dalį buvo atsižvelgta ir į darbo vietos ergonomiką. Tai pasiekta užtikrinus didesnį linijos, kuri be pakuotės gali veikti iki 10 minučių, veikimo autonomiją.
Visa linija bus stebima valdymo sistema, kuri, kaip ir NV00C linijoje, leis atsekti naudojant QR kodą. QR kodas fiksuos duomenis apie suvirinimo parametrus, atsparumą šalčiui, indikatoriaus tinkamumą, šlifavimo lygį ir kt. Taip pat didelis dėmesys buvo skiriamas šios linijos darbo saugai linijos naudojimo ir eksploatavimo atveju. Kaip matyti iš atskiro linijos veikimo aprašymo, linijoje veiks 6 robotai, kurie gali kelti didelį pavojų, jei saugiai eksploatacijai nebus skiriamas deramas dėmesys. Vietos, kuriose veiks robotų rankos, yra aptvertos užtvaru. ETI Proplast daug dėmesio skyrė prieigos režimui, siekdama užtikrinti, kad jis būtų optimaliai saugus operatoriams.
